| D3VE Specific Porting Guide |
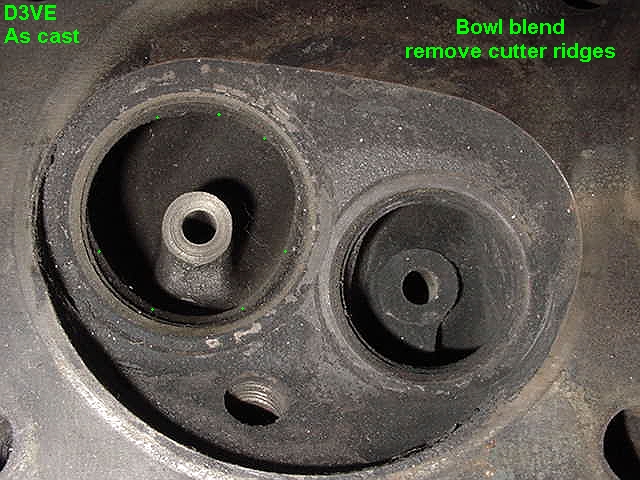
| D3VE as cast stock 2.08" / 1.65" valves. |


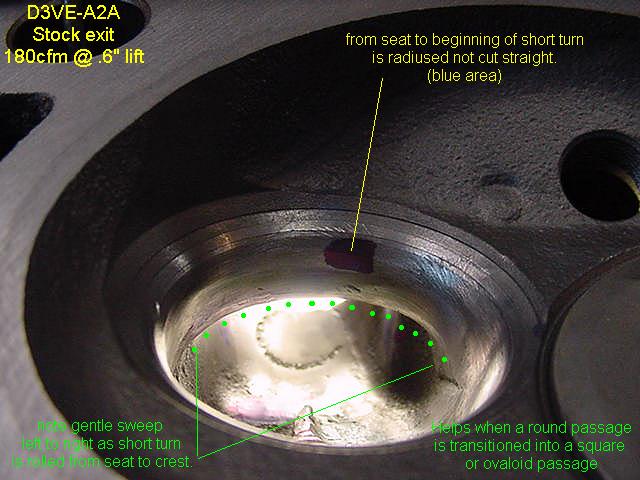
| The distance from seat to short turn is greater in the D3 castings vs. the D0VE's and prior. This straight area before the short turn rolls is important. DO NOT begin to roll the short turn right off the seat Allow the first quarter inch or so to be the venturi. Remember what the venturi in a carburetor looks like? Same thing here. The area below the blue mark is the smaller diameter of this venturi and the area below that is the beginning of the short turn roll. The area above the blue mark is the the throat cut with the three angle seat above that. |
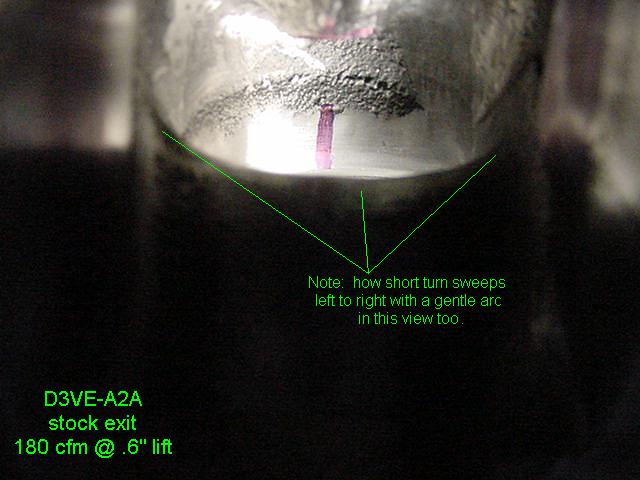
| The shape of the short turn is the single most critical area for good flow. You can mitigate alot of the damage done by the steep drop off after the crest if you shape as these pictures show. In a properly shaped port filling the floor will net you 5 or 7 cfm at .6" lift. On an as cast port, filling the floor will net you 15 cfm. You can shape the crest dropping from right to left but be very careful not to lower the crest height more than .050" in the process or you WILL hurt flow in this style of port. |
| page 2 |
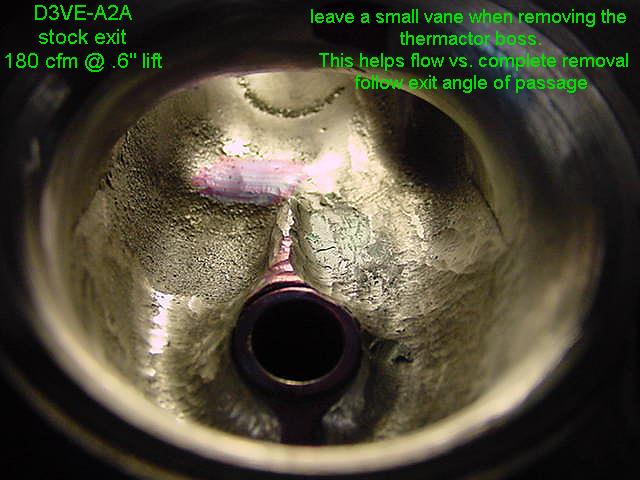
| The vane should be small and fall in line with an angle starting at the back of the pocket. As the vane nears the exit it should continue to fall toward the exit commensurate with the angle of the right side roof. It is about .2" higher than the right side roof. Removing the vane completely in this style port will hurt flow. |