| Intake porting guide |
| Pg 5 |
| Further research has shown that chamber unshrouding around the entire intake valve will offer significant flow improvements from .400" through .800" lifts. |


| A 5 angle valve job consisting of a chamber radius, 20 30 45 60 and 70 degree angles will significantly improve flow from .400" to .800". Add a 30 degree back cut to the intake valve for better low lift flow. |
| Update January of 2005 |
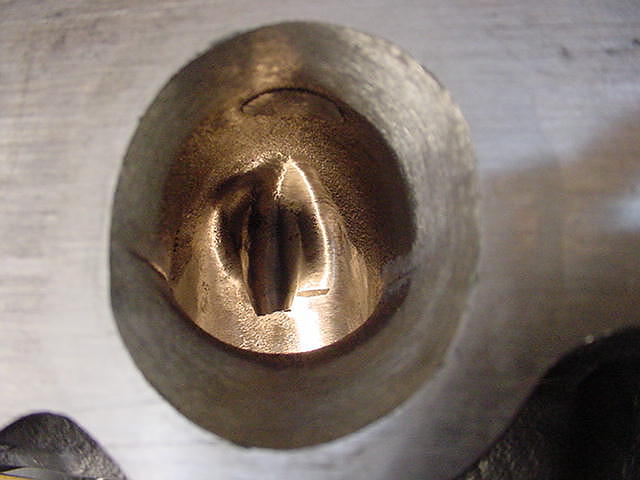
| Note also the revised shape of the valve guide. This is done to encourage swirl and aim flow toward the plug and across the chamber I remove .250" from the guide boss to make the bowl storage area slightly larger and enhance flow. |
| Standard entry with 2.08" intake peaks at 350 CFM at .800" lift. Standard entry with a 2.19" inatke valve peaks at 365 at .800" |

| A portion of the passage is left rough to enhance fuel and air homogenation. |

| Port cross section measurements should be 1.8" measured "BETWEEN" the pushrod pinches in the same plane as the pushrod holes are offset from one another. The vertical minimum cross section is at the short turn crest and to the roof. 1.85" is the measurement. |
| Finally Make a note when you first look at the intake ports. #'s 1&3 are the same as are #2&4. The difference lies in the entries' position between the pushrod pinches. The #3 intake entries minimum cross sectional width is always the smallest but can be matched like the others. The flow column is biased when any non tunnel ram intake is bolted on and addressing this difference will help flow on the #4 & 5 cylinders. They are the worst. Bias is to the left wall on #'s 1 & 2 and to hard right on #'s 3 & 4. making the right wall as straight as possible off of the flange will help the flow turn from the manifold runner exit. This informatuion posted up to today jan 31 of 2005 is what makes the flow numbers posted below possible. Max flow with a CJ or victor as cast port match can exceed 370 CFM and flow 345 to 250 at .600" lift. This is as good as the as delivered Kaase SCJ's |

| Cut away view with shadowing to mark where iron is removed |