| Intake porting guide |
| pg-2 |
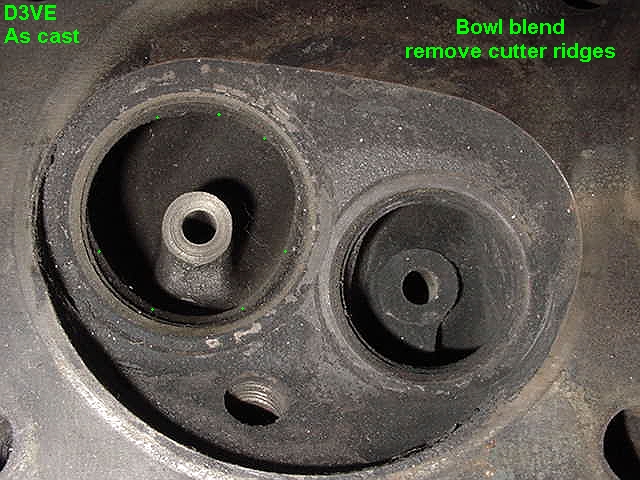

| Step 1 Blend bowl to valve seat |
| As with the exhaust, remove cutter ridges and blend the valve seat to the bowl. Bowl diameter should be about 90% of seat diameter. |

| D0VE-C with CJ valve and bowl blend |

| Step-2 lay back / roll short turn |
| The shape of your short turn radius is critical for good flow. The round bowl shape has to be blended and rolled into the main passage. As air velocity approaches 350 feet per second the flow won't follow the abrupt turn into the bowl causing the port to stall. Laying back the short turn allows the flow to round this "corner" and flow into the pocket for a greater period during times of high port activity. |

| Step-3 Streamline valve guide boss |
| Shape the valve guide boss to help direct flow into the pocket. Cutting away the back side of the boss will help increase port volume without increasing port cross section. Kind of like a little extra storage area. Raise the height of the boss ..350". See page 5 for additional information. |
| After the exhaust port is uncluttered it is very important that the intake side is addressed. Many folks overlook this and then blame the bad exhaust port for the lack of HP. Port the intakes well and 600 to 700 HP is reasonable out of the iron D0VE's I have dyno figures to back up this statement. SMJ/11-03 |