Ford Dura-spark distributor recurving instructions
| pg-2 |
| Step 4 Decide which slot you want to use and if necessary remove the upper advance shaft retaining clip and springs so you can lift and rotate the shaft in to the proper position. If ordering a distributor from a parts store ask for one for a 1975 elite with a 460 4v engine. You will be more likely to get the lower number advance slot like a 10L or 13L rather than the 18 or 21L's. If you have a distributor with the larger numbered slots limit rotation via welding the slot smaller or placing a bushing around the pin to limit total shaft roatation. |

| Step 6 install the springs from the recurve kit and bend the tabs to keep tension on both springs so the advance shaft returns to its idle position |


| Step 7 Reassemble in the reverse order. Breaker plate, Reluctor, Vac advance dashpot and return the little clips to their proper place. |
| Place the reluctor back on the shaft in its original position and align the roll pin slot in the reluctor with the roll pin slot on the upper distributor shaft. Carefully place the roll pin into place after fully seating reluctor on shaft and gently push it back into place with a hammer and a small punch. The 1/2 slots in both the reluctor and in the shaft together make a round hole for the roll pin. |
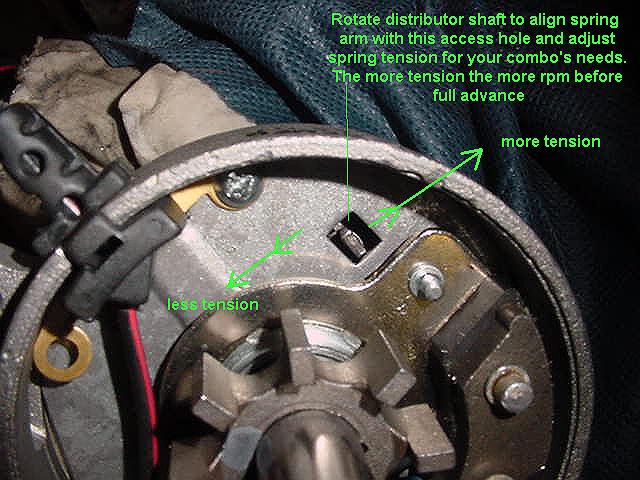
| Step 8 After complete reassembly of your distributor again make sure that the upper shaft returns to the idle position via spring tension. Adjust the spring tension adjustment arms so that the shaft returns to the idle position via spring tension if necessary. You can access the adjustment arms through the square access hole, adjust tension when the distributor is in the engine and you can check RPM to full advance with a dialback timing light. The shaft has to be still to make this adjustment. |
| Typically a high performance application needs full centrifugal advance in by 2,500 to 3,000 rpm. Towing and heavily loaded combos typically need to have full advance delayed to 3,500 rpm or thereabouts. Each combo is unique and you will have to make adjustments based on expected use and Compression Ratio. SMJ / RHP 12-02 |
| To figure approximate slot width for a given advance figure Multiply the number of desired centrifugal degrees by .013" then add .150" to account for the width of the stop pin. |
8L slot = 16 degrees centrifugal advance = .358"
9L slot = 18 degrees centrifugal advance = .384"
10L slot = 20 degrees centrifugal advance = .410" Total slot width
11L slot = 22 degrees centrifugal advance = .436
12L slot = 24 degrees centrifugal advance = .462"
13L slot = 26 degrees centrifugal advance = .488"
14L slot = 28 degrees centrifugal advance = .514
9L slot = 18 degrees centrifugal advance = .384"
10L slot = 20 degrees centrifugal advance = .410" Total slot width
11L slot = 22 degrees centrifugal advance = .436
12L slot = 24 degrees centrifugal advance = .462"
13L slot = 26 degrees centrifugal advance = .488"
14L slot = 28 degrees centrifugal advance = .514